
Ještě před několika lety se vývoj obrábění točil kolem výkonu strojů, dnes je hlavní posun vidět ve schopnosti garantovat výsledek – rychleji, přesněji a s menší variabilitou kus od kusu. Letecký průmysl, energetika, elektromobilita či medicína dnes vyžadují více superslitin, titanu, kompozitů a technických keramik, což zvyšuje tlak na nové strategie obrábění i dokončování. Mezi výzvy oboru patří také nedostatek lidí, digitalizace a udržitelnost.
„Nejde už jen o výkon stroje, ale o to, jak dobře je zvládnutý celý procesní řetězec včetně dat, simulací a řízení. Typicky to vidíme v automobilovém průmyslu i obecně ve strojírenství, kdy se životnost a spolehlivost dílů opírá o vyšší přesnost geometrie, a hlavně o lépe definovanou integritu povrchu, což se v praxi promítá do opotřebení, hlučnosti, tření i únavy,“ říká Jan Zouhar z Ústavu strojírenské technologie FSI VUT.
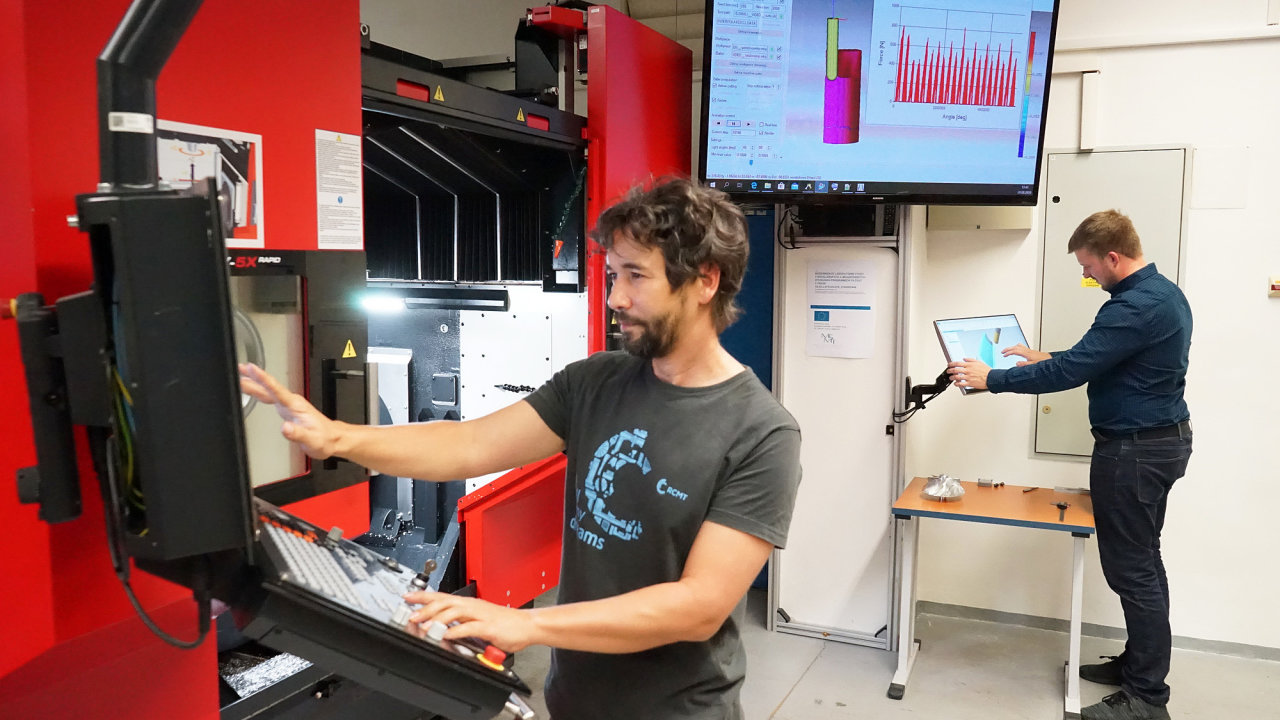
Například hybridní výroba dnes zjednodušuje to, co bylo dříve buď velmi drahé, nebo technologicky obtížně realizovatelné – jako vnitřní kanálky či lokální zesílení při zachování přesnosti v jednom upnutí. Digitální dvojčata a pokročilá simulace zkracují náběh výroby, přinášejí vyšší jistotu bezkolizních drah a cílenější kompenzaci chyb stroje. „V programování pomocí CAM se prosadily dynamické strategie drah, které drží zatížení nástroje rovnoměrnější a tím zvyšují produktivitu i životnost nástroje. Roste význam monitoringu procesu a predikce opotřebení. Kombinace senzoriky a modelů využívajících AI umožňuje zasáhnout dřív, než se problém projeví na povrchu dílu. U obtížně obrobitelných materiálů pomáhá pokročilé obrábění – například kryogenní chlazení nebo ultrazvukem asistované procesy a zejména nové nástroje a nástrojové materiály,“ vysvětluje Zouhar.

Od formule 1 ke švýcarským hodinkám. Jak se vyvíjejí materiály budoucnosti
Budoucnost obrábění je formována pěti oblastmi: udržitelností, nedostatkem lidí, novými materiály, požadavkem na procesní stabilitu a digitalizací. Největší výzvou už není zrychlit obrábění, ale zajistit udržitelnost, kontrolu celého procesu a autonomii. „Je zde tlak na snížení energetické náročnosti a také se již firmy zabývají environmentálním aspektem výroby. Druhý tlak je nedostatek lidí. Směr je jasný – automatizace procesů a programování, aby proces nebyl závislý na jednom zkušeném operátorovi. Třetí výzva souvisí s novými materiály a polotovary, zejména aditivně vyrobenými díly, kdy jejich vnitřní pnutí a heterogenita kladou nové nároky na strategie obrábění i na hodnocení integrity povrchu. A čtvrtou oblastí je ultrapřesnost a mikroobrábění, kde rozhoduje teplotní stabilita, vibrace a metrologie integrovaná do procesu,“ říká Zouhar.
Obrábění se mění z izolované operace na datově řízenou disciplínu celého procesu výroby, kde se kvalita nekontroluje po výrobě zmetků, ale vzniká řízením procesu v reálném čase. „A podobně je to u povrchů. Stále častěji řešíme nejen, aby byl povrch hladký, ale aby měl přesně definovanou funkci – tření, odolnost, únavovou životnost – a aby to bylo opakovatelné v průmyslovém měřítku,“ doplňuje Zouhar.
U zušlechťování povrchů je podle jeho slov vidět posun od „jedné vrstvy pro všechno“ k cílenému povrchovému inženýrství. Výrazně vyspěly PVD povlaky (odolné tenké vrstvy nanášené ve vakuu), a to jak pro nástroje, tak pro funkční díly. „Díky tomu je reálnější suché obrábění či obrábění s minimálním množstvím maziva a vyšší procesní stabilita. Současně roste význam funkčních mikrostruktur, typicky laserového texturování, kde jde nejen o drsnost, ale také o funkci povrchu – tření, smáčivost, zadržení maziva, odolnost proti opotřebení nebo korozi,“ vysvětluje Zouhar.
Obrábění laserem i ultrazvukem
Podle Sergeje Hlocha z katedry obrábění, montáže a strojírenské metrologie, Fakulty strojní, VŠB – Technické univerzity Ostrava vývoj obrábění dnes táhnou dvě paralelní změny. Zaprvé výrazně roste podíl obtížně obrobitelných materiálů, jako jsou superslitiny pro energetiku a letectví, titan a jeho slitiny, kompozity, technické keramiky, tvrdé povlaky i aditivně vyráběné díly. Zadruhé se mění to, co považujeme za kvalitu. Nestačí totiž už jen rozměr a tolerance, ale rozhoduje integrita povrchu, která přímo určuje únavovou životnost, tření, opotřebení a odolnost vůči korozi. „Proto se zrychluje nástup bezkontaktních a hybridních technologií a zároveň digitalizace – senzorika, data a adaptivní řízení procesu,“ zdůrazňuje Hloch.
")
Obrábění se dnes dynamicky posouvá směrem k technologiím, které umožňují zvládat materiály a geometrie mimo dosah klasických postupů a zároveň lépe řídit integritu povrchu. „Elektroerozivní obrábění se posunulo od ‚pomalejší alternativy‘ k vysoce přesné výrobě složitých dutin, mikrogeometrií a tvarů v tvrdých a žárupevných materiálech, často i po tepelném zpracování,“ říká Hloch. Přínosem je obrábění bez řezných sil, vysoká tvarová přesnost a opakovatelnost. Vývoj směřuje k jemnějšímu řízení výboje, stabilitě procesu a kombinaci s dokončovacími metodami, jako jsou leštění, texturování a funkční úpravy.
Laserové obrábění už dávno není jen řezání plechů. Rychle roste mikroobrábění, vrtání, značení a zejména strukturování povrchů, s výhodami v bezkontaktnosti, rychlosti a snadné automatizaci. „Trendem jsou ultrakrátké pulzy pro minimalizaci teplem ovlivněné oblasti a hybridní postupy s následným mechanickým dokončením,“ uvádí Hloch.
Ultrazvukem asistované obrábění se prosazuje u křehkých a obtížně obrobitelných materiálů, jako jsou keramika, sklo, slitiny, a v mikroobrábění, kde snižuje řezné síly, zlepšuje lámání třísky a snižuje opotřebení nástroje. „Posunem je hybridizace, včetně kombinací s kapalinovými procesy, například ultrazvukem buzený pulzující vodní paprsek,“ říká Hloch.
Vodní paprsek se podle něho posunul od univerzálního „studeného řezání“ k technologii pro kompozity, sendviče, teplotně citlivé díly a součásti s povlaky bez tepelného ovlivnění. „Vývoj směřuje ke stabilitě proudu, lepšímu modelování, automatizaci a rozšiřování do povrchových aplikací, jako je příprava povrchu, texturování či mikrořezání a vybrané typy vodního obrábění,“ dodává.
V obrábění roste důraz na udržitelnost a ekonomiku procesu. „Méně řezných emulzí, efektivnější využití energie, minimalizaci odpadu, delší životnost nástrojů a kratší technologické časy,“ vysvětluje Hloch.
Významně sílí i požadavek na metrologii v procesu a rychlou zpětnou vazbu, tedy posun od laboratorní kontroly k měření přímo na výrobní lince či v její blízkosti a automatickému rozhodování. „A konečně, modelování a AI se prosazují hlavně prakticky, ne jako marketing, ale jako konkrétní nástroje pro predikci opotřebení, detekci nestability, optimalizaci parametrů, digitální dvojčata a rychlé nastavování výroby,“ zdůrazňuje Hloch.
Nové materiály představují výzvu
Současné výzvy v obrábění určují především těžkoobrobitelné materiály a nové konstrukční přístupy. „Stále významnější roli hrají povrchová integrita a životnost dílů. U řady součástí jde nejen o rozměr, ale o únavu, tření, kontaktové namáhání a korozi. Proto je nutné mít opakovatelně pod kontrolou drsnost, mikrostrukturu a zbytková napětí a umět je předvídat,“ vysvětluje Sergej Hloch.
Nové materiály mají zpravidla vyšší a specifické fyzikální, mechanické, případně chemické vlastnosti, ale představují výzvu z hlediska zhoršené obrobitelnosti. Vyšší procesní síly a teploty a zhoršené abrazní nebo adhezní chování materiálů kladou zvýšené nároky na řezné nástroje, stroje a na optimální nastavení procesních strategií a parametrů. „Vyvíjejí se proto únosnější nástroje pro vyšší pracovní podmínky a delší životnost. Hledají se nové způsoby a strategie, jak zajistit nízké a rovnoměrné zatížení systému procesními silami a teplotami nebo jak efektivněji ochladit proces pro snížení degradace nástroje nebo i dílce,“ vysvětluje Pavel Zeman z Fakulty strojní ČVUT v Praze.
Špatně obrobitelné materiály mají tu nevýhodu, že pracovní okna efektivních podmínek a strategií obrábění jsou velmi úzká. Jejich nalezení je tak významně kritičtější z pohledu výrobních nákladů, produktivity nebo kvality. Typickým příkladem zde mohou být kompozitní materiály s kovovou matricí. Jde o kombinaci obsahu vysokého množství tvrdých a abrazivní částic s houževnatou matricí. „Každá z těchto složek by samostatně vyžadovala zcela odlišný přístup obrábění a nástroje. Při společném uspořádání se proto musí hledat funkční kompromis z hlediska tvaru, geometrie a materiálu řezného nástroje a pracovních podmínek,“ říká Zeman.
")
Také on potvrzuje, že moderní výroba řeší nejen tvar, ale i povrch. Ten stále více ovlivňují funkci a životnost součástí. Zajímavou oblastí jsou možnosti použití dokončovacích technologií, jako je například omílání nebo elektrolytické leštění, které umožňují produktivní automatizované dosahování zrcadlových povrchů. „Ve vývoji je také technologie zpevňování povrchu dílců rázovou vlnou vyvolanou laserem, která vyvozuje vyšší únosnost dílců v cyklickém mechanickém namáhání. Svůj potenciál rozvíjí také technologie mikrostrukturování povrchu například pro změnu tribologických vlastností. Větší a stále ještě ne plně využitou oblastí je technologie nanášení tenkých ochranných vrstev na povrch nástrojů a komponent pro zvýšení otěruvzdornosti, snižování tření a ochranu proti chemickým a teplotním vlivům,“ dodává Zeman.
Stroje schopné sebereflexe a spolupráce
Zákaznicky úspěšné obráběcí stroje budoucnosti budou ty, které zvládnou minimalizovat potřebu obsluhy, eliminovat chyby, poskytovat veškerá data o provozu a procesu a budou kyberneticky bezpečné. „Přitom musí zajišťovat přesnost, výkon, spolehlivost a ekonomickou efektivitu. Minimalizace obsluhy je vázaná nejen na automatizaci, ale také na schopnost stroje identifikovat správně svůj stav z hlediska procesu, stavu upnutí obrobku, stavu nástroje z hlediska opotřebení a dynamického chování soustavy stroj–nástroj–obrobek a reagovat nutným zásahem a řízením,“ říká Jan Smolík, předseda Společnosti pro obráběcí stroje.
Stáhněte si přílohu v PDF
Smolík je přesvědčený, že poroste význam inprocesního měření geometrie obrobků, inspekce jakosti obrobeného povrchu a sledování stroje i procesu technikami digitálních dvojčat a umělé inteligence. Cílem je zajistit maximální stabilitu procesu, ideálně bez nutnosti kontroly lidskou obsluhou. Samotný řezný proces obrábění bude optimalizován jak pomocí digitálních dvojčat stroje a procesu, která poběží v reálném čase paralelně se skutečným procesem obrábění, tak i pomocí nástrojů AI, jež budou doplňovat deterministické modely. „Budoucnost obráběcích strojů je také spojena s poskytováním standardizovaných dat o stavu stroje a procesu. Je nutné řešit pokročilou kyberbezpečnost a sdílení a zpracování dat v bezpečných průmyslových datových prostorech,“ říká Smolík.
Zdokonalovat se bude i diagnostika stavu strojů z hlediska dlouhodobých i krátkodobých změn jejich vlastností a z hlediska plánování servisu a údržby. „Stroje budou lépe hospodařit s energií, a tím i s provozními náklady. Budou již od návrhu lépe připravené na opravy, modernizaci a repase s ohledem na udržitelnost,“ je přesvědčený Smolík.
Budoucnost obráběcích strojů dle jeho slov směřuje ke strojům schopným sebereflexe a spolupráce v tom nejširším pojetí. „Stále je ale obráběcí stroj představitel zařízení, které poskytuje unikátní a dosud ničím nenahraditelnou přesnost výroby dílců při slušném výkonu. Tato jeho vlastnost je z velké míry dána fyzikálními vlastnostmi jeho nosné struktury. I přes všudypřítomnou digitalizaci, AI, senzoriku a softwarové možnosti ve všech jejích podobách je nutné věnovat pozornost základu, na kterém se dá stavět, a tím jsou dynamické vlastnosti nosné struktury, vřetene, konkrétního nástroje, obrobku a upnutí,“ dodává Smolík.
Článek byl publikován ve speciální příloze HN Budoucnost strojírenství.
![]() Přidejte si Hospodářské noviny
mezi své oblíbené tituly
na Google zprávách.
Přidejte si Hospodářské noviny
mezi své oblíbené tituly
na Google zprávách.
Tento článek máteje zdarma. Když si předplatíte HN, budete moci číst všechny naše články nejen na vašem aktuálním připojení. Vaše předplatné brzy skončí. Předplaťte si HN a můžete i nadále číst všechny naše články.
- Veškerý obsah HN.cz
- Mobilní aplikace
- Bez reklam
- Odemykejte obsah pro přátele
- Články v audioverzi + playlist
- Možnost kdykoliv zrušit








